INFORMACJE TECHNICZNE
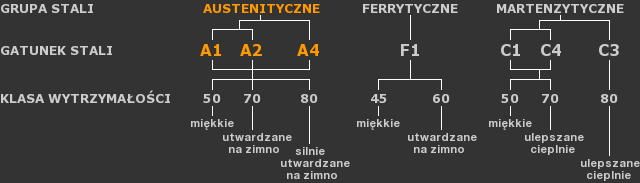
Podział stali na grupy
Oznaczenia stali według norm
| ISO |
AISI |
DIN |
PN |
| A2 |
304 |
1.4304 |
OH18N9 |
| A4 |
316 |
1.4401 |
OH17N12M2 |
| A4 |
316L |
1.4436 |
OH17N12M3 |
Wytrzymałość
| Klasa |
50 |
70 |
80 |
| Rm[MPa] |
500 |
700 |
800 |
| Re0,2[MPa] |
210 |
450 |
600 |
Porównanie trwałości śrub z różnych gatunków stali
| Stal/powłoka |
Atm. przemysłowa |
Atm. morska |
| Powłoka cynkowa 1 |
2,5 roku |
5 lat |
| Powłoka cynkowa 2 |
15 lat |
30 lat |
| A2 |
25 lat |
50 lat |
| A4 |
50 lat |
100 lat |
Porównanie średnic śrub różnych klas o takim samym obciążeniu dopuszczalnym
| Klasa 80 |
Klasa 70 |
Klasa 50 |
| M5 |
M6 |
M9 |
| M6 |
M8 |
M10 |
| M8 |
M11 |
M14 |
| M10 |
M12 |
M18 |
| M12 |
M16 |
M20 |
| M16 |
M20 |
M27 |
| M20 |
M24 |
M33 |
| M24 |
M30 |
M42 |
| M30 |
M36 |
M52 |
| M36 |
M45 |
M60 |
Oznaczenia stali według norm - analiza składu chemicznego
AISI
(USA) |
W. NR
(EU) |
PN
(PL) |
C max
(%) |
Cr
(%) |
Ni
(%) |
Mo
(%) |
Inne |
| 430 |
1.4016 |
H17 |
0,08 |
16-18 |
- |
- |
- |
| 304 |
1.4301 |
0H18N9 |
0,07 |
17-19,5 |
8-10,5 |
- |
- |
| 304L |
1.4306 |
00H18N10 |
0,03 |
18-20 |
10-12 |
- |
- |
| 316 |
1.4401 |
0H17N12M2 |
0,05 |
16-18 |
11-14 |
2-2,5 |
- |
| 316L |
1.4404 |
00H17N14M2 |
0,03 |
16,5-18,5 |
10-13 |
2-2,5 |
- |
| 316Ti |
1.4571 |
H17N13M2T |
0,08 |
16,5-18,5 |
10,5-13,5 |
2-2,5 |
Ti |
| 321 |
1.4541 |
1H18N9T |
0,08 |
17-19 |
9-12 |
- |
Ti |
Przykładowe zastosowania poszczególnych gatunków stali
1.4016 - część urządzeń niespawanych w przemyśle chemicznym (wymienniki ciepła dla gorących tlenków azotu i gorącego kwasu azotowego, wieże absorpcyjne, zbiorniki do kwasów, rurociągi przesyłowe, cysterny, itp.); w przemyśle spożywczym (zbiorniki do prduktów spożywczych, autoklawy, pasteryzatory, cysterny przewozowe); urządzenia gospodarstwa domowego; spawanie nie zalecane
1.4301 - głęboko tłoczone części do urządzeń w przemyśle chemicznym (wymienniki ciepła, reaktory, kondensatory, zbiorniki do kwasów, wieże absorpcyjne, rurociągi przesyłowe); w przemyśle spożywczym (cysterny, pasteryzatory, i inne elementy narażone na działanie agresywnych środków konserwujących), w przemyśle celulozowo-papierniczym (urządzenia stykające się z roztworami zasadowymi); w przemyśle lakierniczym i farmaceutycznym (mieszadła, kotły destylacyjne), konstrukcje okrętowe
i lotnicze; dekoracje wnętrz w architekturze; spawalna
1.4306 - patrz 1.4301; części urządzeń pracujących w środowiskach
o dużym zagrożeniu korozją międzykrystaliczną; spawalna
1.4401, 1.4404 - części o ściance grubszej niż 20 mm o wysokich wymaganiach odporności na korozję międzykrystaliczną oraz
w obecności niektórych bardzo agresywnych chlorków; nie stosować
w obecności kwasu azotowego; w przemyśle chemicznym (zbiorniki, rurociągi, pompy, itp.); w przemyśle spożywczym (kadzie, cysterny, wymienniki ciepła); w przemyśle celulozowo-papierniczym (rurociągi, płuczki, itp.); w przemyśle farmaceutycznym (zbiorniki, mieszadła, pompy, kotły destylacyjne), konstrukcje okrętowe, dekoracje
wnętrz w architekturze; spawalna
1.4571 - urządzenia o wysokich wymaganiach odporności na korozję; w przemyśle chemicznym (rurociągi, zbiorniki, reaktory, pompy itp.);
w przemyśle spożywczym ( zbiorniki, kadzie, autoklawy, cysterny, wymienniki ciepła);
w przemyśle farmaceutycznym (mieszadła, kotły destylacyjne, aparaty reakcyjne itp.); ładowanie chemikaliowców
w przemyśle okrętowym; spawalna
1.4541 - w przemyśle chemicznym (chłodnice, kondensatory, wieże absorpcyjne, rurociągi, zbiorniki); w przemyśle spożywczym (zbiorniki, cysterny, wymienniki ciepła);
w przemyśle celulozowo-papierniczym, lakierniczym i farmaceutycznym (autoklawy, mieszadła, kotły destylacyjne); części pomp do pracy w kwaśnych wodach szybowych
w przemyśle węglowym; spawalna.
Stale szybkotnące
Najpowszechniej stosowanym materiałem do produkcji narzędzi skrawających tj. wierteł, gwintowników, rozwiertaków, narzynek jest stal szybkotnąca. Ma ona następujące zalety: wysoka udarność, łatwość w obróbce, niski koszt.
Rodzaje stali szybkotnącej:
HSS - oznakowanie 1.3343, stal szybkotnąca do ogólnych zastosowań poddana dodatkowej obróbce cieplnej w celu zwiększenia elastyczności.
HSSE - oznakowanie 1.3243, stal szykotnąca z 5% zawartośćią kobaltu dla zwiększenia wytrzymałości, zwłaszcza termicznej. W celu zwiększenia elastyczności poddawana dodatkowej obróbce cieplnej.
EPMX - stal szybkotnąca o bardzo wysokiej zawartości składników stopowych, otrzymywana w procesie metalurgii proszków, poddana dodatkowej obróbce cieplnej w celu zwiększenia elastyczności. Jej zalety: wysoka czystość i jednorodność struktury, wysoka odporność na zużycie i wysokie temperatury.
|

 Zaloguj
Zaloguj
 Mój koszyk
Mój koszyk